












Découvrez la HQ600-SP, machine CNC haute performance pour le poinçonnage et le cisaillage de barres de cuivre et d‘aluminium. Conçue pour les fabricants de tableaux électriques, cette unité de traitement de jeu de barres offre une précision exceptionnelle et une efficacité accrue. Optimisez votre production de jeux de barres avec notre technologie de coupe et de perçage automatisée. Idéale pour les ateliers de câblage et l‘industrie électrotechnique. Demandez votre devis dès aujourd‘hui.
Produit : Ligne de Poinçonnage et Cisaillage CNC pour Barres de Cuivre (Copper Busbar Fabrication Line)
Série : HQ600-SP (Haute Performance)
Fonctions Principales :
Débitage (cisaillage), poinçonnage multi-matrices, chanfreinage, emboutissage, fraisage et usinage de fentes pour jeux de barres en cuivre électrolytique et barres d'aluminium pour tableaux électriques.
Caractéristiques et Avantages Technologiques :
Cette unité automatisée est spécialement conçue pour le débit et le perçage des barres omnibus destinées aux cellules haute tension et armoires basse tension (TGBT). En tant que fabricant leader de machines pour jeux de barres, nous garantissons une productivité maximale, une précision micrométrique et une interface opérateur intuitive conforme aux standards de l'industrie 4.0.
Le centre d'usinage pour barres de cuivre HQ600-SP utilise un système de vérin hydraulique haute pression breveté, permettant une production journalière de plusieurs tonnes. C'est l'équipement de référence pour les tableautiers, les installateurs électriques et les fabricants de transformateurs.
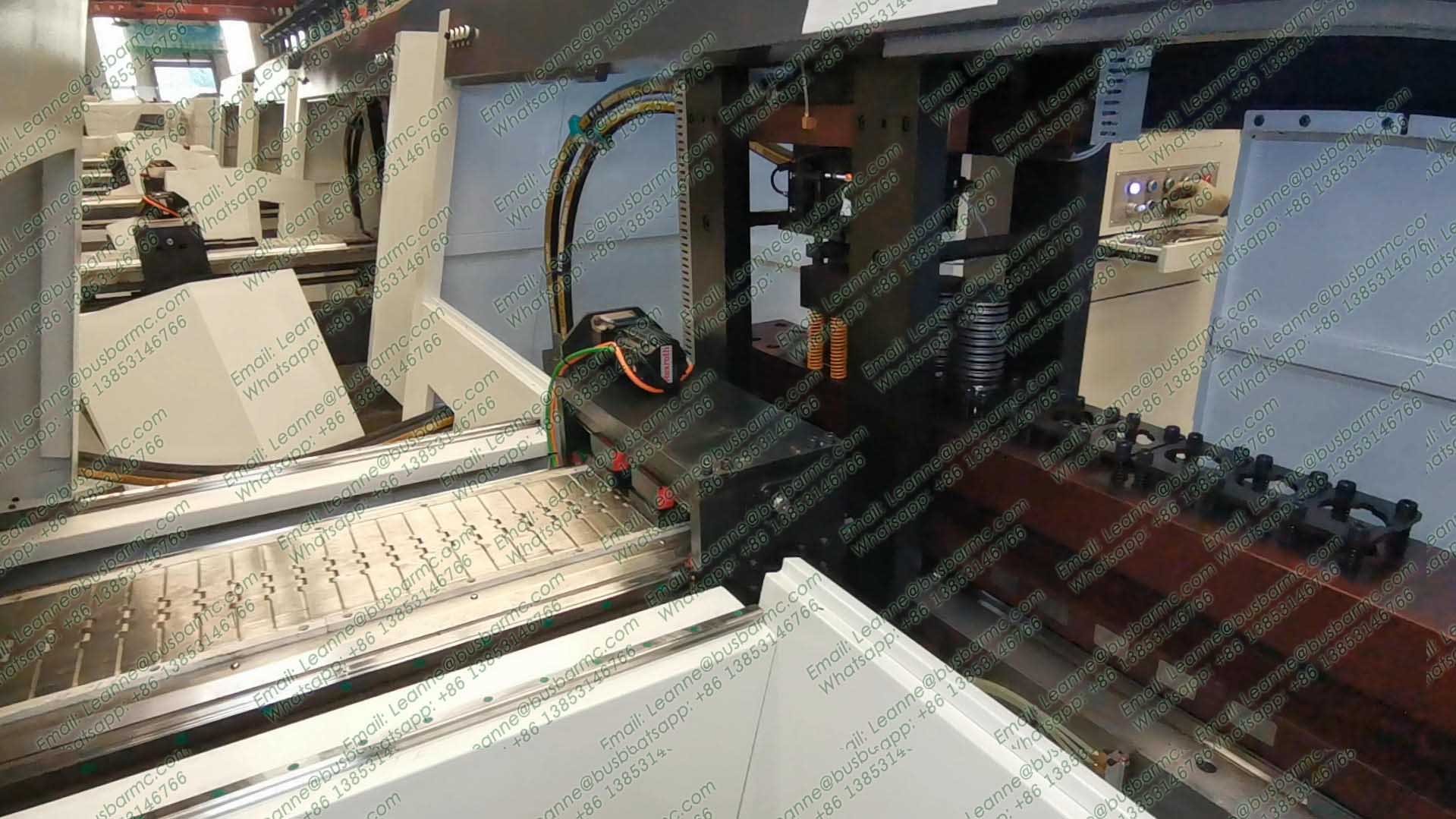
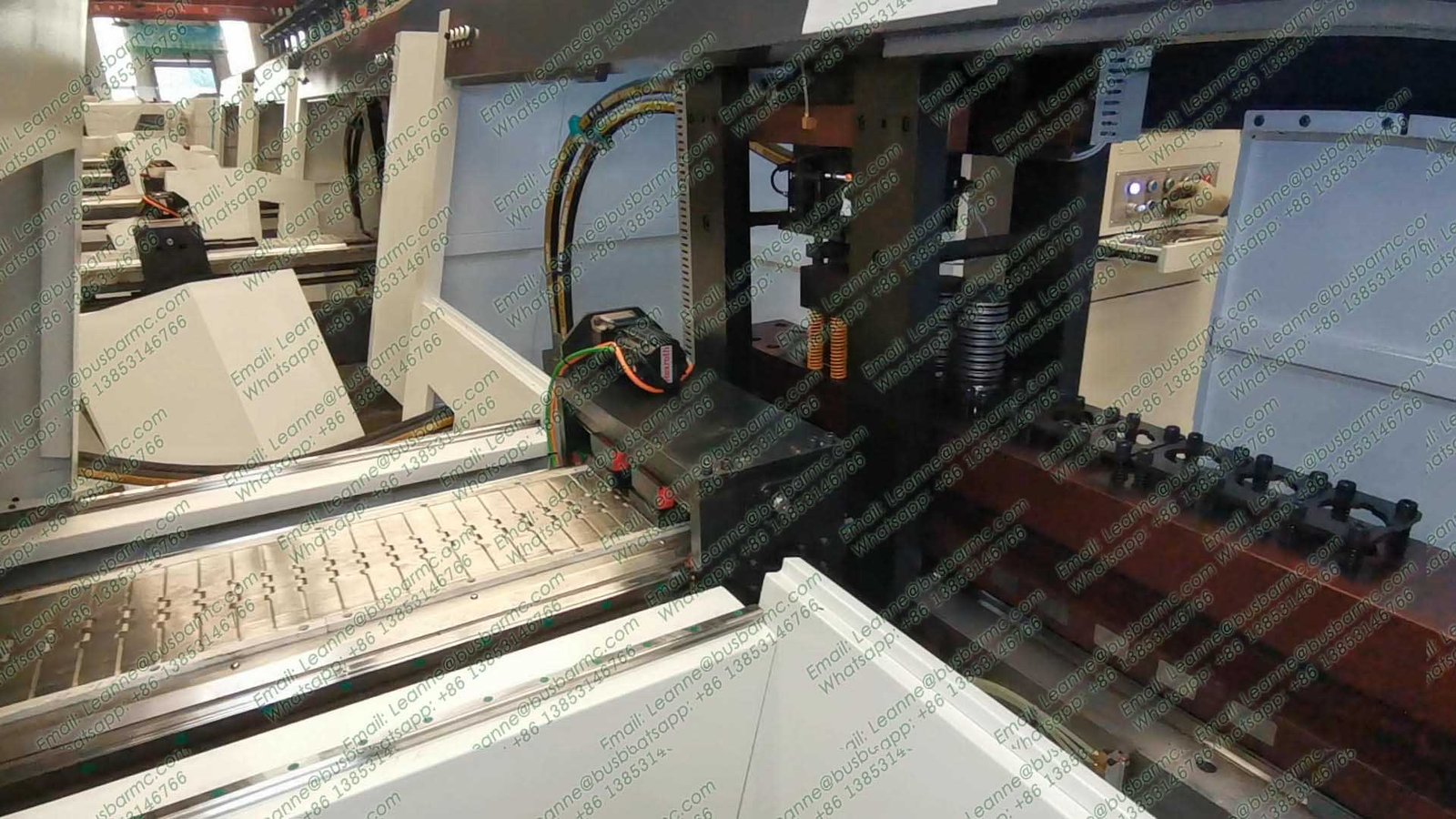
Le système permet un bridage unique pour les barres de grande longueur (jusqu'à 6m), automatisant tout le cycle de poinçonnage et de coupe sans intervention manuelle grâce à des pinces de transfert à commutation automatique. Cette station est configurable avec des blocs de matrices en ligne (7 ou 8 poinçons + 1 unité de cisaillement), avec option d'emboutissage intégrée.
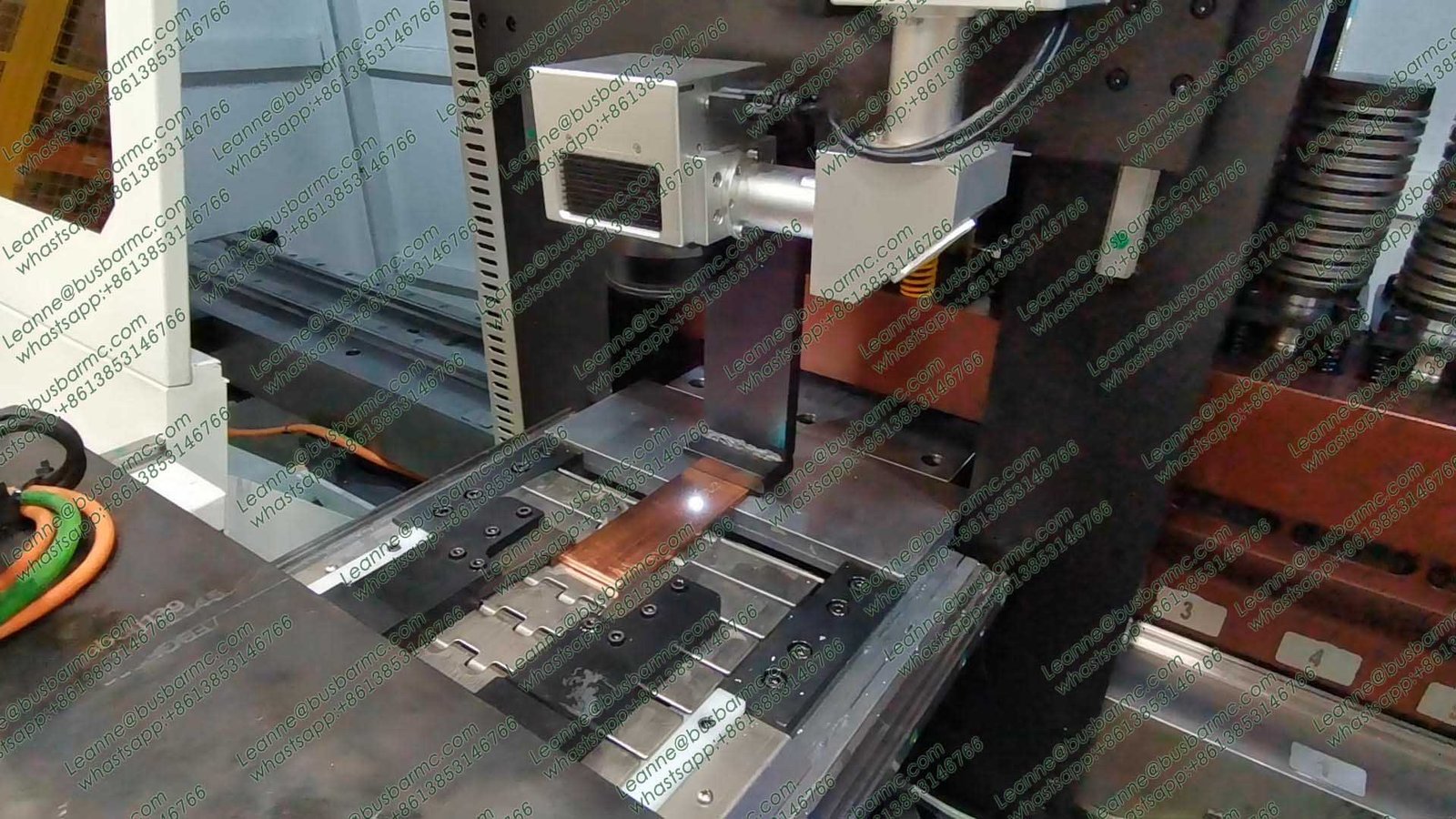
L'unité de coupe adopte une technologie de cisaillage à pôle unique type "cisaille de haie", assurant une coupe parfaitement perpendiculaire, sans bavure et sans perte de matière (zéro déchet).
La structure comprend un banc d'alimentation haute vitesse, une tourelle de perçage, un convoyeur de sortie, une unité de servocommande multi-axes et un logiciel de conception assistée (CAO) pour des performances industrielles fiables.
L'interface tactile (IHM) intègre le logiciel propriétaire BMC, permettant une importation directe des plans et une surveillance télémétrique en temps réel de la production. La base de la matrice, coulée en fonte ductile, assure une rigidité structurelle exceptionnelle et une concentricité parfaite des poinçons sur le long terme.

| Paramètre Technique | Modèle HQ400-S-7P/8P | Modèle HQ600-S-7P/8P |
|---|---|---|
| Force de Pression Nominale | 400KN | 600KN |
| Dimensions Max. de la Barre (Ép. x Larg.) | 12×160mm | 15×200mm |
| Plage de Diamètre de Poinçonnage | Φ4.3-25mm | Φ4.3-35mm |
| Configuration des Outillages (Matrices) | 8 poinçons 1 cisaille 1 unité d'emboutissage | 7 poinçons + 1 emboutissage 1 unité de cisaillement |
| Course Axe X (Longueur d'Alimentation) | 2000mm (extensible) | 2000mm (extensible) |
| Vitesse de Positionnement Axe X | 60m/min | 75m/min |
| Plage de Déplacement Axe Y | 860mm | 960mm |
| Vitesse de Positionnement Axe Y | 35m/min | 35m/min |
| Course Axe Z (Réglage Hauteur) | 2000mm | 310mm |
| Vitesse de Positionnement Axe Z | 35m/min | 35m/min |
| Précision de Perçage (Tolérance) | ±0.2mm | ±0.2mm |
| Répétabilité de Positionnement | 0.10/500mm | 0.10/500mm |
| Cadence de Poinçonnage | 100 coups/min | 120-150 coups/min |
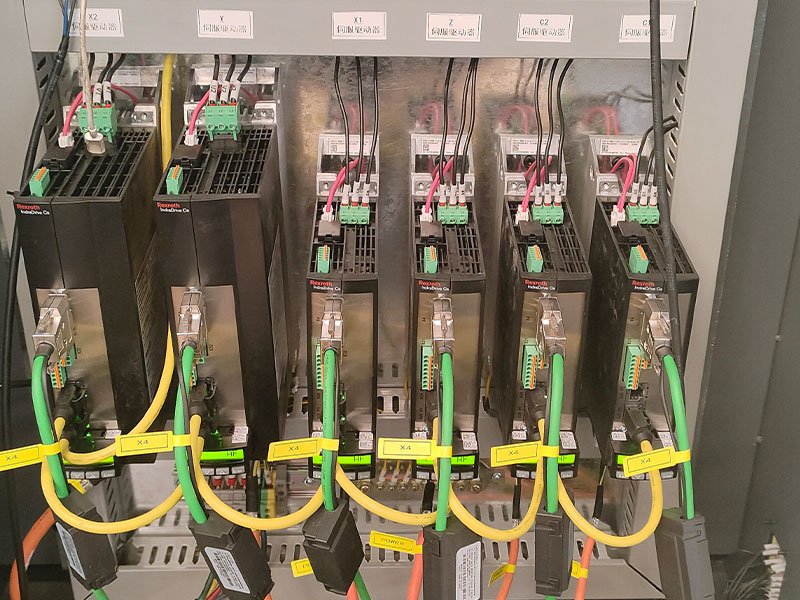
| Nombre d'Axes Contrôlés par CNC | 6 Axes (Servo) | 6 Axes (Servo) |
| Dimensions Totales (L×l×H) | 10500×2750×1700mm | 10500×2900×1800mm |
| Composant Critique | Standard Industriel | Option Haute Performance |
|---|---|---|
| Moteur de Groupe Hydraulique | Juli (Standard) | ABB (Suisse/Suède) |
| Pompe Hydraulique | Hydromax (Taiwan) | Albert (États-Unis) |
| Distributeurs Électrovannes | Litand (Taiwan) | Rexroth (Allemagne) |
| Vis à Billes et Guidages Linéaires | HIWIN / TBI Precision | Classe de Précision P (PMI/TBI) |
| Système d'Entraînement Servo | Exton (Haute Performance) | Bosch Rexroth (Allemagne) |
| Contrôleur et Écran Tactile | PanelMaster (HMI) | Beckhoff (Allemagne) / Qiyang |
Accessoires Standard Inclus (Prêt à l'emploi) :
Livré avec 8 jeux complets de poinçons et matrices (tailles au choix), 1 lame de cisaillement en acier H13 trempé, une caisse d'outils de maintenance, les manuels d'utilisation en français et les certificats de conformité CE.









Vidéo de Démonstration Industrielle :
Q1 : Quels types de profilés la machine HQ600-SP peut-elle usiner ?
R : Cette ligne automatisée est optimisée pour les jeux de barres en cuivre électrolytique, les barres d'aluminium et les plats métalliques. Elle est indispensable pour la fabrication de tableaux électriques TGBT, d'armoires de distribution, de gaines à barres et de transformateurs.
Q2 : Quelles sont les capacités dimensionnelles maximales ?
R : Elle accepte des barres d'une longueur brute allant jusqu'à 6000 mm. La section maximale de traitement est de 15 mm d'épaisseur pour 200 mm de largeur, couvrant la majorité des besoins en forte puissance.
Q3 : Quelle est la configuration de l'unité de perçage et de coupe ?
R : La série HQ600-SP dispose d'un magasin d'outils en ligne haute densité comprenant 7 stations de poinçonnage, 1 station de cisaillement hydraulique et 1 unité d'emboutissage, permettant un usinage complet sans changement manuel d'outils.
Q4 : Quelle est la provenance des composants hydrauliques et électriques ?
R : Pour garantir une fiabilité maximale en Europe et au Canada, nous intégrons des moteurs ABB, des pompes hydrauliques haute pression et des systèmes de contrôle Beckhoff ou Rexroth, assurant une disponibilité des pièces de rechange locale.
Q5 : La machine est-elle compatible avec les logiciels de CAO/DAO ?
R : Absolument. Le système de contrôle prend en charge l'intégration CAD/CAM, permettant d'importer directement vos schémas techniques pour une programmation automatique du matériel de traitement de jeux de barres.
Q6 : Quelles sont les tolérances d'usinage garanties ?
R : Grâce au contrôle 6 axes asservi, nous garantissons une précision de positionnement de 0,10 mm sur 500 mm et une répétabilité exceptionnelle, cruciale pour l'assemblage de barres de pontage complexes.
Q7 : Quelle est la cadence de production réelle ?
R : La vitesse de l'axe X atteint 75 m/min. En cycle de production, la machine peut effectuer entre 120 et 150 cycles de poinçonnage par minute, transformant plusieurs tonnes de cuivre par jour.
Q8 : Comment se déroule l'installation et le SAV ?
R : Nous proposons une assistance complète incluant l'installation sur site, la formation de vos opérateurs et un support technique réactif. Contactez-nous pour un devis personnalisé et une étude de rentabilité.
Mots-clés Métier & Tags Secteur :
Machine pour jeu de barres, Poinçonneuse hydraulique CNC, Fabricant de plieuses de barres de cuivre, Cisaille pour barres omnibus, Centre d'usinage cuivre, Équipement tableautier, Ligne de production TGBT, Débit de barres cuivre, Machine CNC pour armoires électriques, Outillage pour transformateurs, Unité de poinçonnage automatisée, Usinage de cuivre haute précision, Machine industrielle pour cuivre, Station de travail jeux de barres, Fabrication d'appareillage électrique, Machine pour gaines à barres, Accessoires pour jeux de barres, Maintenance machine busbar, Formation opérateur CNC cuivre.
Mots-clés Internationaux (English Reference):
busbar fabricator, CNC copper punching machine, busbar processing station, hydraulic shear for copper, busbar bending solutions, automatic copper bar production line, busbar CNC equipment, switchgear manufacturing machine.


